
H2S Combustion
 H2S combustion is difficult to model because no one really knows what
happens inside the reaction vessel; due to the extreme toxicity of the
gasses involved, direct measurement of the intermediate species is impossible
to do on a full-scale reaction furnace. There are many academic studies
working with small lab scale combustion rigs, but these small rigs are limited in
the maximum temperatures achievable and may not accurately reflect what is
occurring in an industrial process. It is likely because of the difficulties and
uncertainties highlighted above that there are only a few commercial
companies attempting H2S combustion modelling.
H2S combustion is difficult to model because no one really knows what
happens inside the reaction vessel; due to the extreme toxicity of the
gasses involved, direct measurement of the intermediate species is impossible
to do on a full-scale reaction furnace. There are many academic studies
working with small lab scale combustion rigs, but these small rigs are limited in
the maximum temperatures achievable and may not accurately reflect what is
occurring in an industrial process. It is likely because of the difficulties and
uncertainties highlighted above that there are only a few commercial
companies attempting H2S combustion modelling.
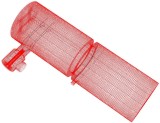
HEC Technologies manufactures custom equipment for sulphur plant applications that include: reaction furnaces, reheaters, reducing gas generators and tail gas incinerators. Of all the different pieces of equipment in a sulphur plant, it is the reaction furnace that is responsible for the conversion of the deadly H2S gas to sulphur and the destruction of acid gas feed contaminants, which can destroy downstream equipment.
 HEC has produced reaction furnace burners as small as 4 tonne/day and as
large as 1000 tonne/day. Acid gas qualities depend on the particular
plant and have ranged from 8% to 80% H2S by volume. Most units operate with
air only, however others have been designed to operate with any level of O2
enrichment.
HEC has produced reaction furnace burners as small as 4 tonne/day and as
large as 1000 tonne/day. Acid gas qualities depend on the particular
plant and have ranged from 8% to 80% H2S by volume. Most units operate with
air only, however others have been designed to operate with any level of O2
enrichment.
This equipment is shipped all over the world: recently including Canada, USA, United Arab Emirates, Indonesia, and Japan. This equipment must meet tight performance targets when it arrives on site. It is impossible to test the full size equipment over the full range of operating conditions prior to its installation into the plant it was designed for. For such a wide range of operating conditions and equipment capacities, HEC has teamed up with Stream Function to simulate the behaviour and observe the performance of the system during the design stage.
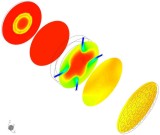 To accomplish this, HEC Technologies and Stream
Function Inc. have collaborated in the development of
propriety combustion models. HEC possessed the hands on field experience
and Stream Function provided the understanding of CFD modelling as well
as the expertise for the customization required. The joint venture has
been very successfully providing HEC with a
robust design tool.
To accomplish this, HEC Technologies and Stream
Function Inc. have collaborated in the development of
propriety combustion models. HEC possessed the hands on field experience
and Stream Function provided the understanding of CFD modelling as well
as the expertise for the customization required. The joint venture has
been very successfully providing HEC with a
robust design tool.
In addition, HEC has found that client awareness and interest in CFD is steadily increasing. As a result, clients often wish to see CFD predicted performance characteristics of various design options early in the development phase of a project.
Multiple joint international papers have been presented over the last 25 years.